



产品优势图


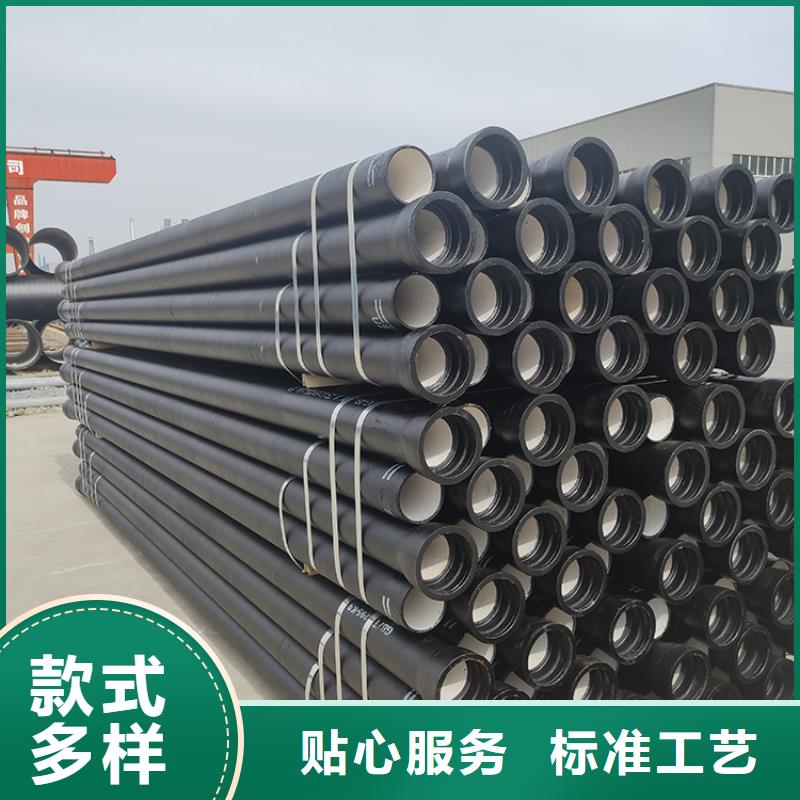
球墨铸铁管终饰涂层如何涂覆球铁铸铁管喷锌后,应选用符合沥青涂料或与锌凃层相容的合成树脂涂料作为终饰涂层材料。由生产厂决定涂覆终饰涂层的方法,如喷涂或刷漆,终饰涂层应均匀覆盖锌凃层,无裸露或附着不牢现象。终饰涂层干膜的平均厚度应不小于70μm,局部小厚度应不小于50μm。为了避免起泡,终饰涂层干膜的平均厚度应不超过250μm。锌涂层应覆盖球墨铸铁管的外表面,无裸露及附着不牢等缺陷。锌涂层质量的平均值不应小于130g/m2,局部小值不应小于110g/m2。只要锌涂层的质量符合要求,允许出现螺旋形外观。由于操作造成的锌涂层损伤,只要每平方米面积中累计损伤区域面积不超过5cm2及单个损伤区域较小的一边尺寸不超过5mm,可认为该涂层质量合格。较大面积损伤应进行修补。生产者应目视检测每根球墨铸铁管涂层的状况及其均匀性,并对锌涂层质量进行定期测量。

产品案例

公司实力

球墨铸铁管有很多方法做的,其中有有一种叫做衬树脂砂热模法,今天小编就跟大家分析下这种铸造方法。球墨铸铁管在离心铸造中有一种方法叫衬树脂砂热模法,此种方法并不多见,也不是常用法,它是将管模加热到160-220度,然后在管模内壁里边内衬上涂覆一层膜树脂砂,一般这一层的涂覆厚度掌握在3毫米到5毫米就可以,内壁管模上带有一些排气孔,这样在浇注铁水时覆膜砂时,产生一些气体泡会无故的淌出来。由于树脂砂衬可以做到保护作用,使球墨铸铁管的管模承受热复荷的力度,大大减少。这样可以使球墨铸铁管的管模寿命增长,此寿命在10000次以上/根,使用这种方法生产铸管的冷却速度比较慢,这样铸态组织中残留的碳体,只要稍微经过一下低温的退火处理,就可以得到想象中的金相组织和较高的力学性能。衬权脂砂热模法:这种铸造方法是50年代时,首次在日本实验成功的例子。到现在为止,我国内可以做到这种铸造方法没有几个。其中,我钢益管业可以用此铸造方法生产1000毫米到2600毫米的大口径球墨管。